










The raw materials which are used for making steel are sponge iron, Ferro-Silico-Manganese& deoxidizer. Sponge iron is made by directly reducing the iron ore in the form of lumps, pellets and fines. Sponge iron and recyclable grade steel scrap are charged in appropriate ratio into the induction furnaces in batches.
After the complete melting of charge, the hot liquid metal samples are taken out to analyses the chemical composition i.e. carbon, sulphur, phosphorus, silicon, manganese, etc. In order to balance the chemistry of the metal as per the required grade, silico-manganese and ferro-silicon are added. The temperature of liquid metal is raised up to 1650 degree centigrade for Tapping.
For billet casting, liquid steel is poured into the ladle and the ladle is taken to CCM for billet casting.
Complete Process route for SMS Section
Charging | Melting | Removal of slag |Adding of Deoxidizer & Alloys|Tapping
We have (9X16) Concast India CCM, that ensure stable metallurgical property of billets at high speed. During casting, we control the operation in such a way the steel Re-oxidation does not take place.
After casting of billets in required sizes, they are directly send to the rolling mill through high speed conveyors at temperature (1000 to 950)degree centigrade. Induction heaters are also use to maintain the temperature.
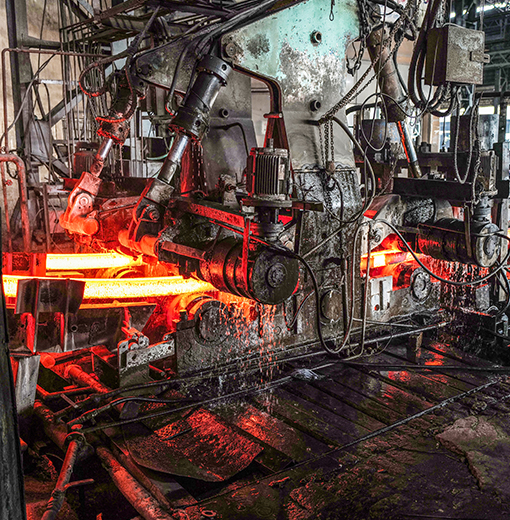
ROLLING PROCESS:-The thoroughly tested billets are hot charged with specified temperature. Billets are rolled by roughing mill and then pass through continuous mill stands which progressively reduce the size of billets in the desired Rebar size. The gradual reduction is an important factor to ensure finer grain structure of the bar.
QUENCHING and NORMALISING PROCESS: The bar after leaving the final rolling stand is fed to a quenching box at a very high speed. In this section, rapid and controlled water quenching is performed by reducing the temperature of the surface drastically from 900 to 420 degree centigrade. Due to higher speed, only the outer portion gets quenched but the inner core remains hot. The outer case due to rapid quenching gets converted into martensitic form. The microstructure is fine grains ferrite and pearlite at the core and martensitic at case. The bar is received on automatic cooling bed, where self tempering process take place and we get tempered martensitic and fine grains ferrite-pearlite microstructure at core .Due to this the rebar’s are high strength & high ductile.
*To control the quenching process we are using chemically treated soft water.

During the process of steel making we carry out necessary quality check at different stages of steel manufacturing to ensure the good quality of final product.
During the process of steel making we carry out necessary quality check at different stages of steel manufacturing to ensure the good quality of final product.






